
The 4 Essential Battery Tab Welding Technologies: A Comprehensive Guide
Source: WeChat Official Account “Battery Class”
Battery tab welding is a critical process in ensuring the reliable operation of lithium-ion cells. Any negligence during this stage can lead to degraded performance, reduced range, compromised mechanical strength, and poor thermal efficiency—potentially escalating into significant safety hazards.
To achieve robust tab-to-terminal connections (including foil-to-tab and tab-to-busbar), manufacturers must select the appropriate welding methodology. The choice depends on specific requirements such as material composition (e.g., Copper to Aluminum) and tab thickness.
1. Ultrasonic Metal Welding (UMW)
Ultrasonic welding is the industry standard for foil-to-tab joining. It uses high-frequency ultrasonic vibrations to create a solid-state weld without melting the materials.
Key Advantage: Excellent for joining thin, highly conductive materials like Copper and Aluminum foils.
2. Laser Beam Welding (LBW)
Laser welding has become the preferred choice for high-speed, automated production lines, especially for tab-to-busbar connections.
Key Advantage: High precision and a minimal Heat-Affected Zone (HAZ), which prevents damage to the internal battery separators and electrolytes.
3. Resistance Spot Welding (RSW)
A traditional method where heat is generated by the electrical resistance of the materials being joined.
Key Advantage: Cost-effective and straightforward for small-scale applications or cylindrical cell interconnects (e.g., welding Nickel tabs to steel cans).
4. Micro TIG (Tungsten Inert Gas) Welding
Micro TIG, or Micro Pulse Arc Welding, is a refined version of traditional arc welding used for delicate electronic components.
Key Advantage: Capable of creating strong, high-quality joints on thicker tabs where ultrasonic welding might lack sufficient energy.
| Method | Material Suitability | Typical Application | Heat Input |
| Ultrasonic | Al/Cu Foils & Thin Tabs | Foil-to-Tab | Very Low |
| Laser | Most Metals/Dissimilar | Tab-to-Busbar | Controlled |
| Resistance | Nickel/Steel | Cylindrical Cell Packs | Medium |
| Micro TIG | Thicker Copper/Al | Heavy-duty Connectors | High |
Comparison of Welding Methods for Battery Manufacturing
Why Process Selection Matters for Battery Safety
Choosing the wrong welding technique can lead to internal shorts or high-impedance joints, which cause overheating during fast charging. As the industry moves toward higher energy densities, the demand for “zero-defect” welding processes continues to grow.
Understanding Battery Tabs and Terminals
In the architecture of a lithium-ion cell, battery tabs (or terminals) serve as the essential positive and negative connectors that carry the electrical current. These tabs act as the bridge between the cell’s internal chemistry and the external world.
The Role of Tabs in Battery Modules and Packs
Each individual tab is strategically connected to a busbar (or collector plate) within a module. The busbar’s function is to aggregate and redistribute the positive and negative currents to new, larger terminals. By interconnecting several modules in this precise manner, a high-voltage battery pack is formed.
Internal Composition: Collectors and Foils
Deep inside the battery casing, these tabs are welded to current collectors or foils. These foils are manufactured from highly conductive materials to minimize impedance:
Aluminum (Al): Typically used for the positive electrode (cathode).
Copper (Cu): Typically used for the negative electrode (anode).
These collectors are responsible for gathering the flow of electrons from the active electrode materials and channeling them through the tabs.
Form Factors Across Different EV Battery Types
While the fundamental purpose of a battery tab remains constant across all cell chemistries, their physical form and placement vary significantly depending on the cell design. Understanding these differences is crucial for selecting the right welding parameters and assembly processes.
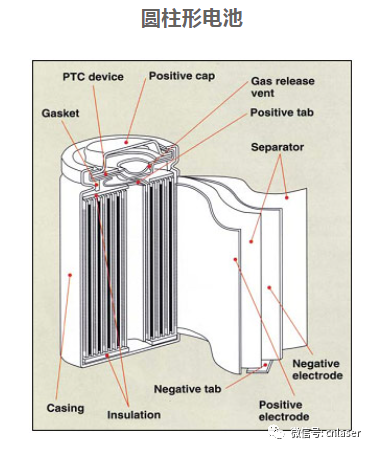
1. Cylindrical Cells
Commonly used by manufacturers like Tesla (e.g., 2170 or 4680 cells). The tabs are often integrated into the cap and base, or in “tabless” designs, the current is collected across the entire edge of the foil.
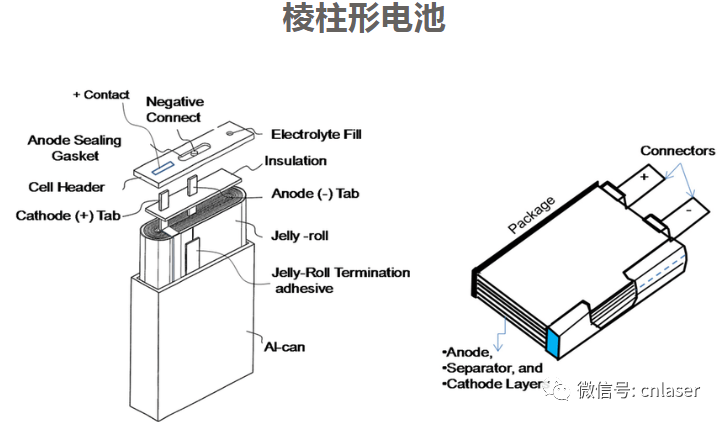
2. Prismatic Cells
These feature robust, rigid terminals typically located on the top cover. They are ideal for heavy-duty EV applications due to their mechanical stability.
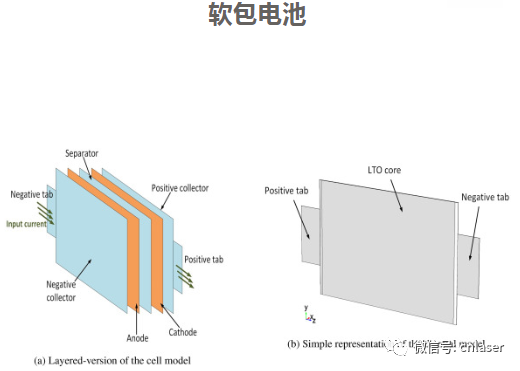
3. Pouch Cells
In pouch cells, the tabs are thin, flat metallic strips that protrude through the heat-sealed edges of the laminated film. This design requires high-precision Ultrasonic Metal Welding to avoid damaging the seal.
What are the Battery Tab Welding Methodologies?
In a high-capacity battery pack, thousands of individual welds are required to establish a secure electrical path. These interconnections are not limited to joining tabs and terminals to busbars or collector plates; they also extend to the internal connections between tabs and current collectors within the cell.
The integrity of these joints is paramount. Even a 1% defect rate in welding can lead to catastrophic pack failure or significant performance loss. To mitigate this risk, stringent surface preparation is mandatory. Techniques such as Laser Cleaning or preparation within a strictly controlled environment (Dry Room/Clean Room) are essential to ensure contaminant-free weld zones.
Selecting the optimal welding process can be complex. Below, we evaluate the primary methods used in modern battery manufacturing.
Ultrasonic Metal Welding (UMW)
Ultrasonic bonding (or Ultrasonic Welding) utilizes high-frequency ultrasonic acoustic vibrations to induce localized friction between the workpieces. This rapid mechanical friction generates sufficient heat to create a solid-state weld almost instantaneously, without reaching the melting point of the base metals.
In the battery industry, this technology is predominantly utilized for:
Foil-to-Tab Welding: Joining multiple layers of delicate Copper or Aluminum foils to a thicker lead tab.
Ultrasonic Wire Bonding: A specific variant used to connect individual cells to a common busbar via thin conductive wires, acting as a “mechanical fuse” for enhanced safety.
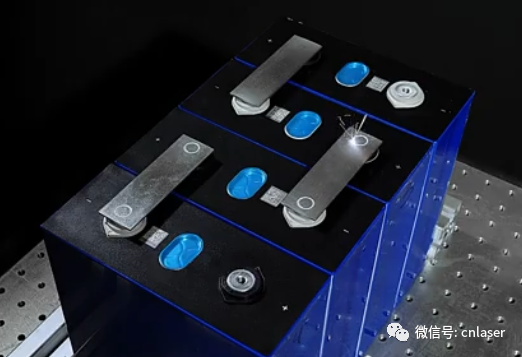
Laser Beam Welding (LBW)
Laser welding is a high-speed joining process that utilizes a highly focused coherent light beam to fuse surfaces. By employing ultra-fast XY scanning mirrors (Galvanometer scanners), the laser beam is precisely directed and modulated. This technology offers unparalleled flexibility, enabling the welding of complex joint geometries and the implementation of customized, optimized weld patterns.
In the battery assembly sector, Pulsed Fiber Lasers are the industry’s preferred choice. Their superiority lies in their ability to produce a significantly smaller Heat-Affected Zone (HAZ), lower porosity, and minimal weld spatter. These lasers are versatile enough to handle both thin foils and thick plates, effectively processing conductive materials such as Copper (Cu), Aluminum (Al), Steel, and Nickel (Ni), as well as challenging dissimilar material combinations.
Laser welding is predominantly utilized for:
Tab-to-Busbar Interconnections: Creating high-strength structural and electrical joints between cell tabs and the main distribution busbars.
Foil-to-Tab Welding: A high-precision alternative for internal cell chemistry connections.
Below is an example illustrating the precision required for a typical busbar-to-cell interconnection:
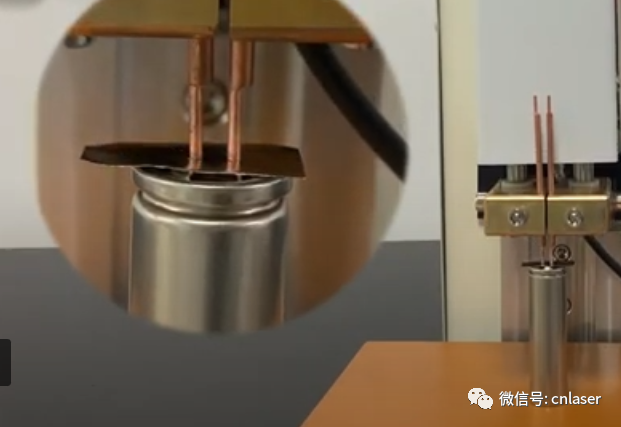
Resistance Spot Welding (RSW)
Resistance welding, commonly referred to as spot welding, is a joining methodology that employs conductive Copper (Cu) or Tungsten (W) electrodes. During the process, a controlled electrical current is passed through the electrodes while simultaneous mechanical pressure is applied to the weld interface. This localized current flow generates heat through internal resistance (Joule heating), effectively fusing the two metallic surfaces.
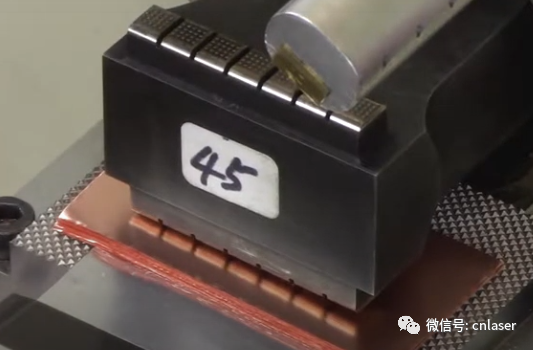
In battery manufacturing, resistance welding is versatile and suitable for both foil-to-tab and tab-to-busbar interconnections. It is highly regarded as a cost-effective welding solution, making it the preferred choice for DIY battery enthusiasts and prototyping. However, the process is also highly scalable and can be fully integrated into automated production lines for mass manufacturing.
The following example demonstrates tab-to-terminal welding performed with a precision spot welder:
[Example image of spot-welded battery tabs]
Micro TIG Welding (Micro Tungsten Inert Gas)
Micro TIG welding, also recognized as Micro Pulse Arc Welding, utilizes a precision electrode to generate a concentrated, high-temperature plasma arc. This arc delivers intense thermal energy to a localized area, melting the base metals to form a robust fusion bond. As the name implies, “Micro” TIG is specifically engineered for intricate workpieces, making it an ideal solution for miniature battery components and precision electronics.
This methodology is particularly effective for joining thick copper components, where other welding types might struggle with heat dissipation. In the battery assembly line, it is primarily employed for tab-to-busbar interconnections.
The following example illustrates a high-quality copper tab weld achieved through Micro TIG technology:
[Example image of a copper-to-copper Micro TIG weld joint]

Laser Cleaning: The Ultimate Pre-Welding Preparation
It is an open secret in the industry: achieving a high-integrity weld joint is paramount to the overall quality of a battery system. A superior connection minimizes energy loss and heat generation during high-rate charge and discharge cycles, while significantly enhancing the battery’s structural durability and mechanical reliability.
In the Electric Vehicle (EV) market, the Lithium-ion battery pack represents the single most expensive component. Consequently, manufacturers must prioritize process stability to avoid the catastrophic financial and reputational damage of product recalls.
To ensure zero-defect manufacturing, surfaces must be pristine before any welding occurs. High-power Laser Cleaning has emerged as the ideal solution, offering a fast, consistent, and non-contact method to remove:
Active Material Coatings
Residual Electrolytes
Surface Oxides and Contaminants
By integrating laser cleaning into the production line, manufacturers achieve a level of precision that traditional chemical or mechanical cleaning cannot match. Here is a visual representation of the laser ablation process in action:
[Image of the laser cleaning process on an EV battery assembly line]

While we strive for technical accuracy, errors or omissions may occur due to the evolving nature of battery technology. If you identify any inaccuracies or potential copyright concerns, please contact us via private message. We are committed to addressing such issues through immediate corrections or removal.