How to evaluate and improve the electrolyte wettability of lithium-ion batteries? 2026
How to evaluate and improve the electrolyte wettability of lithium-ion batteries? First of all, let us understand the factors that affect electrolyte wettability.
Factors Affecting Electrolyte Wettability of lithium-ion batteries
The essence of electrolyte wettability is the synergistic effect of materials, processes, and structures. The uniformity of wetting can be systematically improved by reducing electrolyte viscosity (e.g., using low-viscosity solvents such as DEC/EMC), adding surfactants (fluorinated wetting agents can significantly reduce surface tension), optimizing electrode porosity (adjusting compaction density to avoid "dead zones"), and adopting vacuum-assisted heating injection processes.
Electrolyte wettability directly determines ion transport efficiency, interfacial reaction uniformity, and overall battery performance. Poor wetting can lead to low active material utilization, increased interfacial impedance, excessive gas generation, severe polarization, and even problems such as lithium plating.
Active Material Particle SizeSmaller active material particles have a larger specific surface area. A larger specific surface area means a larger contact area between the active material and the electrolyte, allowing the electrolyte to interact more fully with the surface of the active material. Therefore, the wetting effect is generally better than that of larger particles.
Areal DensityDuring electrode fabrication, a higher areal density means an increased loading of active material per unit area, which is often accompanied by a higher electrode compaction density. This leads to reduced porosity and smaller pore sizes inside the electrode. As a result, the electrolyte struggles to fully penetrate and wet the deep interior of the electrode.
Effect of Compaction Density on Electrolyte Wetting EfficiencyIn lithium-ion battery manufacturing, coated electrodes are calendered. The compaction density determines the porosity, effective pore size, and tortuosity of the electrode, all of which are closely related to the electrolyte wetting rate.
Effect of Cell Structure on Electrolyte Wetting EfficiencyThe direction of electrolyte penetration varies with different cell structures.In wound cells, the electrolyte penetrates the cell interior from both ends, while in stacked cells, the electrolyte infiltrates from three directions.Under the same dimensions and energy density, stacked cells have higher wetting efficiency than wound cells due to the additional infiltration direction.
Effect of Separator and Electrolyte on Wetting PerformancePolyolefin materials generally have poor wettability with electrolytes, which can negatively impact battery performance.
Surface Tension and Viscosity of ElectrolyteThe surface tension and viscosity of the electrolyte are two significant factors affecting its wetting performance.The wettability between the electrolyte and the separator can be improved by adding wetting agents, which are typically ionic or nonionic surfactants.
Wetting Rate of Different MaterialsWetting rate: Anode > Separator > Cathode electrodePorosity: Anode is typically 40%~60%, while separator and cathode porosity is 30%~40%
Vacuum ConditionsVacuum conditions mainly affect the efficiency and rate of electrolyte wetting.Multiple vacuum extractions during the wetting process help improve the electrolyte wetting effect.While vacuum conditions facilitate electrolyte diffusion, they also lower the boiling point of the electrolyte, increasing its evaporation rate.
Wetting TimeThe longer the wetting time of a fluid in a porous medium, the more complete the wetting.Since wetting time is related to both efficiency and production cost, a reasonable wetting time must be established.
Wetting TemperatureIncreasing the wetting temperature can improve electrolyte wettability by enhancing electrolyte fluidity, increasing interfacial affinity, and promoting gas release.Low temperatures, on the other hand, can adversely affect the wetting rate and completeness.
electrolyte wettability
How to evaluate the electrolyte wettability of lithium-ion batteries?
There are various evaluation methods for electrolyte wettability. The commonly used methods include contact angle measurement, wetting time method (sessile drop method), wetting height method, surface tension measurement and wetting balance method. Among them, the contact angle measurement assesses the electrolyte wetting performance by measuring the contact angle formed by electrolyte droplets on the solid surface. A contact angle close to 0° means the electrolyte can wet the surface well, while a value close to 90° indicates poor wetting performance on the surface.
For the wetting time method, a fixed amount of electrolyte is dropped on a solid surface such as a separator, and the time required for complete penetration of the electrolyte is recorded. The shorter the time, the better the wetting performance. In the wetting height method, a solid material with fixed dimensions (such as separator) is fully immersed or partially soaked in the electrolyte. The wetting performance is evaluated according to the mass of electrolyte absorbed by the electrode sheet within a certain period of time.
In terms of surface tension measurement, surface tension refers to the interaction force between liquid and solid surfaces. The higher the surface tension of the electrolyte, the worse its wetting performance. By testing the surface tension of electrolyte, its wetting performance on solid surfaces can be evaluated indirectly.
In this paper, conventional wetting agents including fluorobenzene and DMC are adopted to investigate the above methods, evaluate their applicability, and develop a novel testing method.
1 Experiments
1.1 Experimental Materials
The cathode material selected in the experiment is lithium iron phosphate (LFP). The mass ratio of lithium iron phosphate, binder and conductive carbon black is 94.5%, 3.0% and 2.5% respectively. The single-side areal density is 164 g/m², and the designed compaction density is 2.5 g/cm³.
The anode adopts artificial graphite. The mass ratio of artificial graphite, binder, dispersant and conductive carbon black is 94.0%, 2.5%, 2.0% and 1.5% respectively. The single-side areal density is 76 g/m², and the designed compaction density is 1.5 g/cm³.
The selected separator is a wet-process PE-based membrane with a thickness of (12±2) μm.
1.2 Experimental Formula
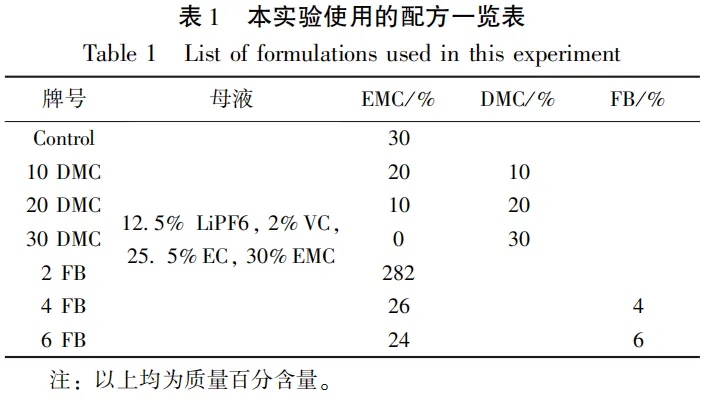
The formula design of the electrolyte adopted in this experiment is shown in Table 1.
Table 1 List of formulations used in this experiment. Note: All values are given in mass percent (wt%).
1.3 Experimental Instruments
Electronic balance: Mettler Toledo
Electrode hanging device: self-made
Contact angle and surface tension meter: LSA100 Video Optical Contact Angle and Surface Tension Meter
1.4 Experimental Methods
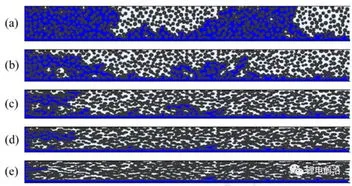
Capillary Rise (Washburn) Method
The operating procedure for testing the electrolyte climbing height via the hanging method is as follows:Place the device vertically and inject electrolyte into it, keeping the liquid level slightly lower than the height of the shell. Cut the samples to be tested into strips of 20 mm × 260 mm. The dimensions of the experimental platform are 55 mm (thickness) × 174 mm (length) × 200 mm (height); the recommended cutting length of the sample is ≥ 1.2 times the height of the shell.Fix the sample in the grooves at the upper and lower ends of the partition using double-sided tape, ensuring the sample is straight and free of bending during fixation. Then slowly insert the partition with the fixed sample strip into the shell, and record the time and the corresponding scale of the liquid level. A scale line with an interval of 0.5 mm is designed on the left side of each groove on the partition, serving as the starting point of the wetting experiment. Then slowly remove the pipette and seal the injection hole with a rubber stopper. Subsequently, the height change ΔH of the electrolyte climbing in the electrode is recorded at regular intervals.
Wetting Balance Method
The operation is similar to the hanging method for testing electrolyte climbing height. The electrode is suspended under the balance, and the time and initial mass of the electrode are recorded. Subsequently, the mass change caused by electrolyte absorption in the electrode is recorded at regular intervals.
Contact Angle Method and Surface Tension Method
The operations follow the general methods of the LSA100 Video Optical Contact Angle and Surface Tension Meter.
Cell Electrolyte Absorption Method
The operation refers to the wetting balance method, with the electrode replaced by a full cell.
2 Results and Discussion
2.1 Wetting Height Method
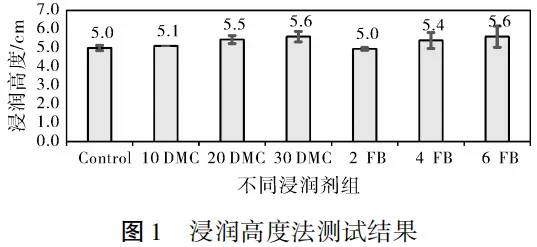
Results Analysis:The test results of the wetting height method are shown in Figure 1. As the addition amount of wetting agents FB and DMC increases, the wetting height increases, which is consistent with practical expectations. However, the numerical differences between different groups are small, the data deviation is large, the results are difficult to reproduce, and the consistency of the electrode sheets cannot be guaranteed. The possible reason is that there are many uncontrollable factors during the test, such as the uniformity of the electrolyte and the microstructure of the electrode surface, which may lead to large differences in the results of each test, making it difficult to obtain stable and reliable repeated results.
Figure 1 Test results of the wetting height method
It is unable to accurately evaluate the actual wetting status:Meanwhile, the wetting height method mainly evaluates the wetting performance based on the mass of electrolyte absorbed by the electrode within a certain period of time. However, this method may not fully reflect the true internal wetting condition of the electrode, especially for electrodes with uneven wetting or microstructural differences, which can lead to inaccurate evaluation results.
It is highly dependent on the size and shape of the electrode:The test requires electrodes of fixed dimensions, which limits the applicability of this method to electrodes of different sizes and shapes. For non-standard-sized or specially shaped electrodes, additional processing and conversion may be required, increasing the complexity and uncertainty of the test.
This type of method has a long testing cycle:To obtain relatively accurate evaluation results of wetting performance, the electrode usually needs to be immersed in the electrolyte for a period of time, which may result in a long test cycle. This is not conducive to rapid evaluation during R&D and production processes.
2.2 Wetting Balance Method
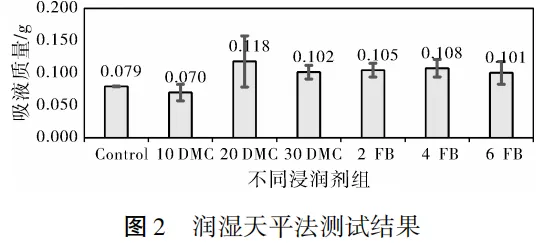
Results Analysis:As can be seen from the wetting balance method test results, the overall numerical differences between different groups are small, with large data deviations and numerical anomalies. This makes it impossible to reflect the actual effect of wetting agents such as FB.
Figure 2 Test results of the wetting balance method
The main problem with this test lies in the difficulty of controlling test conditions: the wetting mass method requires precise control of test parameters, such as electrolyte temperature, concentration, and electrode dimensions. Even minor variations in these conditions can affect the test results, increasing the difficulty and complexity of the test.
In addition, the test cycle is long: to obtain accurate wetting mass data, the electrode usually needs to be immersed in the electrolyte for a long time, which may lead to a prolonged test cycle and is not conducive to timely evaluation in rapid R&D and production processes.
Moreover, the results are affected by the electrode surface state: factors such as the microstructure and roughness of the electrode surface can influence the wetting behavior of the electrolyte, thereby affecting the accuracy of the test results. Therefore, strict pretreatment and characterization of the electrode surface are required before testing.
Furthermore, the requirements for the electrolyte are high: the wetting mass method imposes high demands on the uniformity and stability of the electrolyte. It is necessary to ensure that the electrolyte remains in a constant state throughout the test; otherwise, the reliability of the test results may be compromised.
At the same time, the method is highly equipment-dependent: the wetting mass method usually requires specific measuring equipment, such as high-precision balances and constant temperature and humidity chambers. The accuracy and stability of these devices directly affect the accuracy of the test results.
2.3 Surface tension method
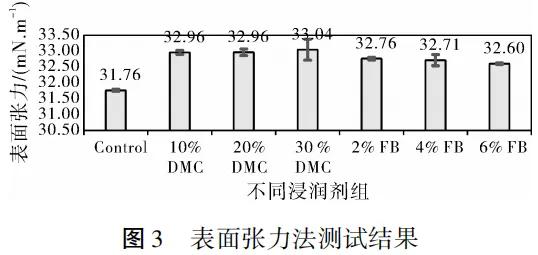
Results Analysis:The results of the surface tension method show that the surface tension of the electrolyte tends to increase after adding wetting agents. However, the overall numerical differences between different groups are small, with large data deviations, making it impossible to draw regular conclusions. The reason is that the wetting process of the electrolyte on the electrode involves not only interfacial interactions but also the siphon effect generated by the internal pores of the electrode.
Figure 3 Test results of the surface tension method
2.4 Contact Angle Method
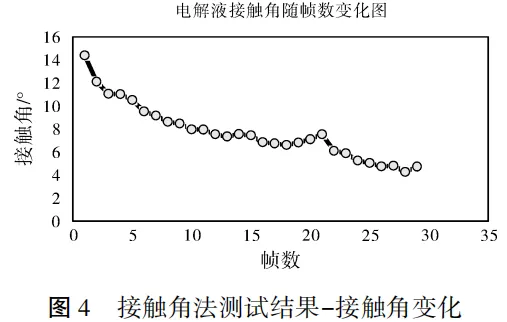
Results Analysis:As shown in Figure 4, the contact angle method has two major problems. First, electrolyte droplets spread rapidly on the electrode surface and cannot remain stable. Second, it is difficult to fully unify the contact time and contact speed between liquid and electrodes during the sessile drop contact angle test, which makes the wetting time difficult to define. Meanwhile, as displayed in Figure 5, the contact angle cannot maintain relative stability for a certain period of time.
Although the contact angle method is widely used to evaluate electrode wettability, it still has obvious limitations:(1) Influence of surface roughness. Actual electrode surfaces are usually rough and inhomogeneous, causing contact angle hysteresis with inconsistent advancing and receding angles, which reduces test accuracy. Such surface inhomogeneity makes it hard to reflect the true wetting performance of electrodes.(2) Uncertainty of electrode calendering quality. Poor calendering effect will lead to insufficient contact between droplets and the electrode surface during testing, lowering result reliability. For instance, powdery active materials may fall off or roll, resulting in unstable droplet morphology and inaccurate contact angle measurement.(3) Operational complexity and measurement error. The contact angle test requires precise operation and professional skills. Multiple error factors including instrument precision, ambient temperature and humidity fluctuation will interfere with the final results.(4) High dependence on electrode materials. Electrodes made of different materials present distinct surface properties. The contact angle method lacks sufficient adaptability for some special materials, so comprehensive evaluation combined with other testing methods is necessary.
Figure 4 Contact angle variation in contact angle method test
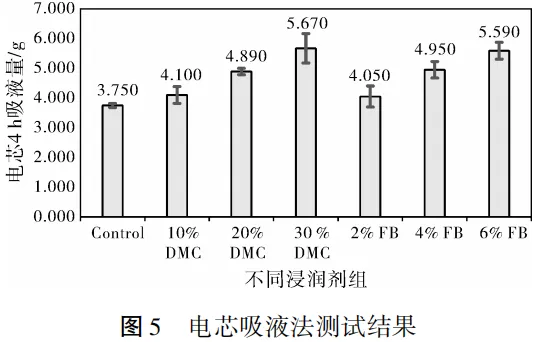
2.5 Cell Liquid Absorption Method
Results Analysis:It can be seen from the test results of the cell liquid absorption method that the liquid absorption capacity increases after adding wetting agents to the electrolyte. The cell liquid absorption rises with the increase of wetting agent dosage. In addition, the wetting effect of fluorobenzene is better than that of dimethyl carbonate (DMC). This method presents low overall test error and excellent repeatability, which is suitable for the evaluation of electrolyte wettability.
Figure 5 Test results of the cell liquid absorption method
3 Conclusions
Conventional methods such as the contact angle measurement, wetting time method, wetting height method, surface tension measurement, and wetting balance method are affected by electrode sheet consistency, resulting in large errors and difficulty in meeting the requirements for evaluating cell wettability.
In contrast, the cell liquid absorption method for testing electrolyte wettability has a series of significant advantages. It can directly reflect the wetting effect: by directly measuring the amount of electrolyte absorbed by the cell, the cell liquid absorption method can intuitively and accurately reflect the wetting effect of the electrolyte in the cell.
This method avoids errors that may be caused by indirect measurement, making the evaluation results more reliable. It is easy to operate: compared with other complex testing methods, the cell liquid absorption method has relatively simple operation steps and does not require complex equipment or professional technology, which makes it easier to promote and use in practical applications. It is low-cost: since the equipment and materials required for the cell liquid absorption method are relatively simple, its test cost is also relatively low, which is an undeniable advantage for large-scale production and R&D.
It is applicable to various cell types: the cell liquid absorption method is not only suitable for common types of cells such as lithium-ion batteries but also can be applied to other types of cells, giving it wide applicability to meet the needs of different fields and industries. It helps optimize electrolyte formulations: by testing the wetting effect of different electrolyte formulations on cells using the cell liquid absorption method, electrolyte formulations with better wetting performance can be screened out, which is of great significance for improving battery performance and extending battery life. It is directly related to battery performance.
The wettability of the cell directly affects the performance of the battery. Good wettability helps the uniform distribution of the electrolyte in the cell, improves the ion transport efficiency, and thereby enhances the rate performance, discharge capacity, and service life of the battery. Therefore, as an effective means to evaluate wettability, the cell liquid absorption method plays an important role in improving the overall performance of the battery.
In summary, the cell liquid absorption method for testing electrolyte wettability has the advantages of directly reflecting the wetting effect, simple operation, low cost, applicability to various cell types, helping to optimize electrolyte formulations, and being directly related to battery performance. These advantages make the cell liquid absorption method one of the important methods for evaluating electrolyte wettability.
References
Feng Xing, Fan Chaojun, Fan Weizhen, Shi Litao. Research on the Evaluation of Electrolyte Wettability of Lithium-Ion Batteries[J]. Guangzhou Chemical Industry, 2024, 52(19): 73-75, 104.
How to Improve electrolyte wettability of lithium-ion batteries?
The performance of lithium-ion batteries is closely related to the wettability of the electrolyte in electrode materials. Good wettability ensures that the electrolyte fully contacts the active substances of the electrode, reduces interface impedance, improves ion transport efficiency, and further optimizes the charge-discharge performance, cycle life, and safety of the battery. However, the microstructure of electrode materials (such as porous electrodes and high specific surface area active substances) is complex, and coupled with the surface tension and other characteristics of the electrolyte itself, insufficient wetting may occur, which becomes a key bottleneck restricting battery performance. The following are common methods to improve the wettability of the electrolyte.
Electrolyte Injection ProcessImproving the electrolyte injection process is a conventional method to enhance the wetting effect of lithium battery electrolytes. It can be optimized from multiple dimensions, including injection efficiency, injection conditions, standing time, and injection methods, so as to avoid insufficient wetting of the separator and electrode sheets by the electrolyte.
Among them, injecting the electrolyte in batches is an effective operation method. Its principle is that fractional injection can increase the contact probability between the electrolyte and the electrode sheets/separator, and expand the contact area. On the premise that the total amount of electrolyte remains unchanged, this method can significantly shorten the wetting time, allowing the electrolyte to penetrate more fully into the pores of the electrode sheets and the separator, thereby improving the overall wetting effect.
Adding Electrolyte Wetting AgentsAdding additives to the lithium battery electrolyte can also improve its wettability. Wetting agents are essentially surfactants, which have the advantages of high surface activity, high thermal stability, low flammability, and high chemical stability. Adding wetting agents to the electrolyte can reduce the surface tension of the liquid, improve the wetting and penetration ability of the electrolyte on the electrode sheets, and thus enhance the electrochemical performance of the lithium battery.
Reducing Electrolyte ViscosityIncrease the proportion of low-viscosity solvents (e.g., replacing EC/PC with DEC and EMC) to reduce the viscosity of the electrolyte. The decrease in viscosity is often accompanied by a decrease in surface tension (γ) (e.g., adding surfactants), which further reduces the solid-liquid contact angle (θ) and enhances the spreading ability.
Improving the Microstructure of Electrode SheetsDifferent compositions of active substances inside the electrode sheets will also affect the wetting effect of the electrolyte. The wetting efficiency can be improved by constructing a coating with a directional capillary structure. The main driving force for electrolyte wetting is capillary force; constructing microchannels perpendicular to the electrode sheets in the electrode coating can effectively improve the wetting efficiency and effect of the electrolyte.
Conclusion:
Improving the wettability of the electrolyte in lithium-ion batteries requires collaborative efforts from multiple aspects. By optimizing the electrolyte formula to reduce surface tension, improving the electrode structure to enhance lyophilicity, and combining efficient electrolyte injection processes to promote penetration, the wetting effect of the electrolyte on the electrodes can be effectively improved. This not only improves the ion transport and reaction kinetics of the battery but also provides key support for the research and development of high-energy-density, long-life lithium-ion batteries.