Real-time visualization of SEI formation: Reducing battery formation time from 20 hours to 1 hour
Source: WeChat Official Account "Lithium Dream Life"
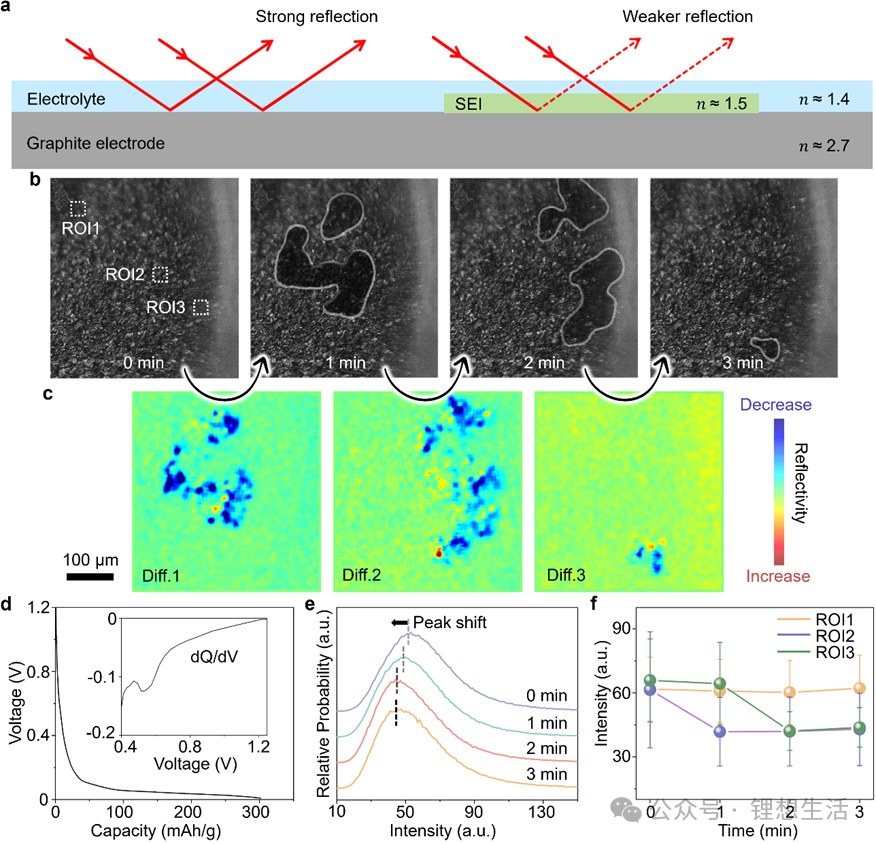
Figure Captions
a) Schematic illustration of the refractive index matching effect.
b) Optical microscopy images of the graphite electrode surface obtained during the initial lithiation process.
c) Continuous differential images showcasing the active regions on the graphite electrode surface within corresponding time windows.
d) Electrochemical data for the initial lithiation of a graphite/Li metal half-cell at a C/10 rate. The inset shows the differential capacity (dQ/dV, in mAh/V) versus voltage curve.
e) Histograms depicting the evolution of graphite surface image intensity over time.
f) Intensity-versus-time curves for the three regions of interest (ROIs) labeled in Figure b.
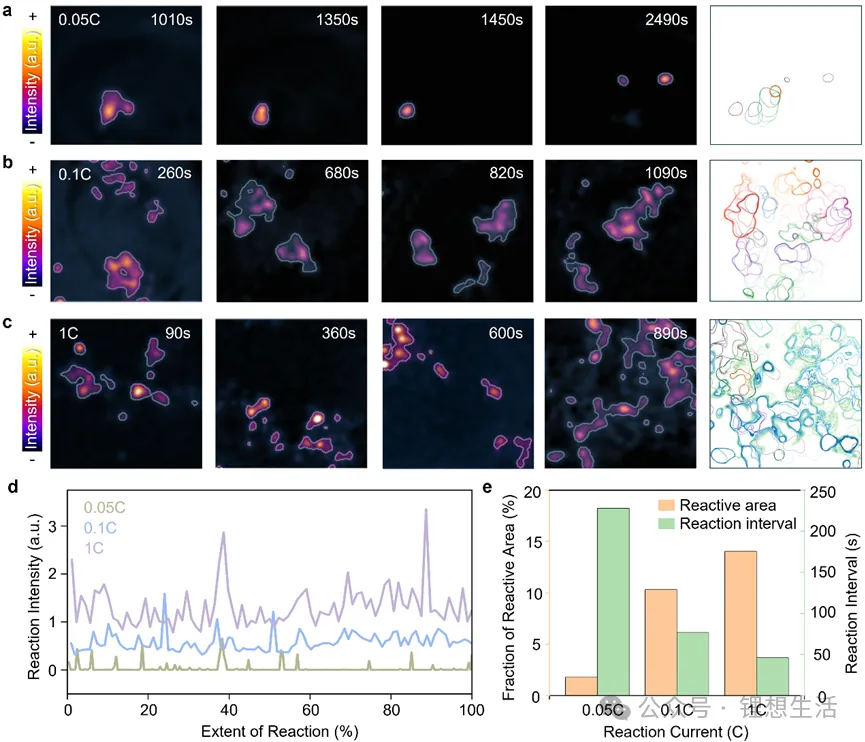
Upturning Conventional Wisdom: High Current Actually Leads to Superior Uniformity
Traditional formation processes typically employ low current, based on the rationale that it is "gentler and facilitates the formation of a uniform SEI." However, the research findings present the opposite trend. When the charging current is increased, more regions overcome the reaction energy barrier almost simultaneously, with the SEI exhibiting a synchronized generation characteristic. Coupled with multiphysics finite element simulations, the team discovered that the SEI formed under high-current conditions is thinner and has a more uniform thickness distribution. This discovery challenges decades of mainstream consensus regarding the battery formation process.
From Laboratory Discovery to Industrial Application
Based on this understanding of the mechanism, the team further designed a high-current pulse formation strategy (such as 1C charging combined with short rest or discharge intervals) and verified it in LFP/graphite button cells and 2 Ah pouch cells. Results showed that the formation time was reduced from 10–20 hours to approximately 1 hour; the capacity retention rate remained above 90% after 1000 cycles; the interface impedance was lower, and the polarization problem was effectively alleviated.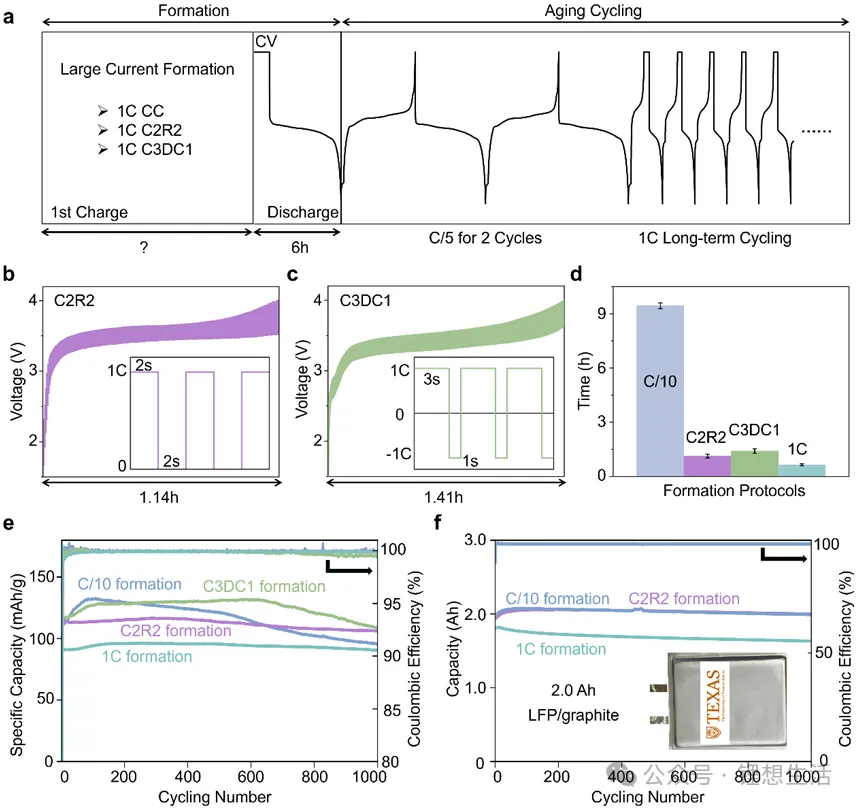 Figure 3: Design and performance analysis of high-current formation strategy. a, Schematic diagram of formation and aging cycle test process. b, First-cycle charging voltage curve and pulse current structure of C2R2. c, First-cycle charging voltage curve and pulse current structure of C3DC1. d, Formation time (i.e., first lithium insertion time) of LFP/graphite coin cells under different formation strategies. e, Electrochemical performance of LFP/graphite coin cells under different formation strategies. f, Electrochemical performance of 2 Ah LFP/graphite pouch cells under different formation strategies.
The formation stage accounts for approximately one-third of the cost of lithium-ion battery manufacturing. A large number of cells can be produced every minute on the production line, but these cells must remain stationary for tens of hours during the formation stage. Longer time means: larger factory space; higher energy consumption; and higher safety risks. Reducing the formation time by an order of magnitude would significantly improve production line turnover efficiency and reduce safety hazards. From interface science to manufacturing engineering, this research connects fundamental mechanisms with industrial practice.
For a long time, SEI formation has been a black box process that is difficult to observe directly. This time, the research team revealed the dynamic generation mechanism of SEI through real-time optical visualization and proposed a new formation strategy based on this. In the context of increasingly fierce competition in the lithium-ion battery industry and continuous improvement in manufacturing efficiency, this research, which transforms fundamental scientific discoveries into process optimization solutions, may have a more profound impact on next-generation battery manufacturing.
Figure 3: Design and performance analysis of high-current formation strategy. a, Schematic diagram of formation and aging cycle test process. b, First-cycle charging voltage curve and pulse current structure of C2R2. c, First-cycle charging voltage curve and pulse current structure of C3DC1. d, Formation time (i.e., first lithium insertion time) of LFP/graphite coin cells under different formation strategies. e, Electrochemical performance of LFP/graphite coin cells under different formation strategies. f, Electrochemical performance of 2 Ah LFP/graphite pouch cells under different formation strategies.
The formation stage accounts for approximately one-third of the cost of lithium-ion battery manufacturing. A large number of cells can be produced every minute on the production line, but these cells must remain stationary for tens of hours during the formation stage. Longer time means: larger factory space; higher energy consumption; and higher safety risks. Reducing the formation time by an order of magnitude would significantly improve production line turnover efficiency and reduce safety hazards. From interface science to manufacturing engineering, this research connects fundamental mechanisms with industrial practice.
For a long time, SEI formation has been a black box process that is difficult to observe directly. This time, the research team revealed the dynamic generation mechanism of SEI through real-time optical visualization and proposed a new formation strategy based on this. In the context of increasingly fierce competition in the lithium-ion battery industry and continuous improvement in manufacturing efficiency, this research, which transforms fundamental scientific discoveries into process optimization solutions, may have a more profound impact on next-generation battery manufacturing.